- TOP >
- マンドレルについて
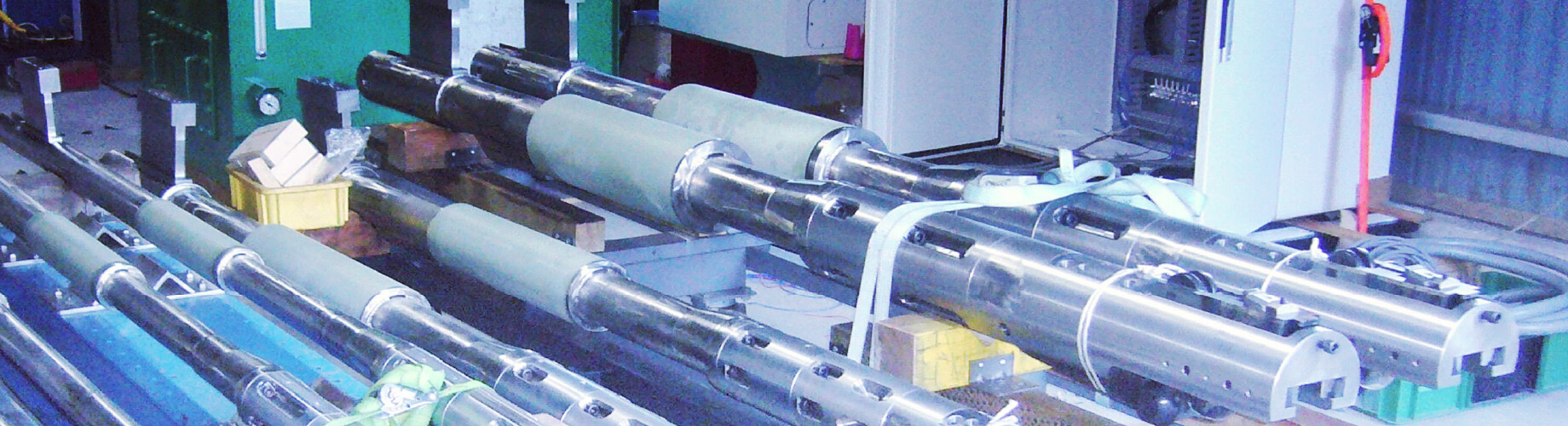
mandrel溶接ビードの除去に活躍するマンドレル
マンドレルは、パイプ製造時に使用する装置です。よりきれいに、より安全に溶接ビードを除去するためにはマンドレルが欠かせません。こちらでは、溶接ビードの切除装置に特化した「エイテクト」が取り扱っているマンドレルについてご紹介しています。
マンドレルとは?
パイプを製造する際に発生する、溶接によるつなぎ目の盛り上がりのことを「溶接ビード」と言います。溶接ビードをそのままにしてしまうと、パイプに盛り上がりが残ったままになるため、きれいな曲面にするために削る必要が出てきます。
この溶接ビードの内面を削るために必要な道具が「マンドレル」です。マンドレルは造管の際にパイプに入れる装置ですが、溶接ビードの内面を削るために活躍します。



特長
IDビード切削機能
- 炭素鋼・ステンレス・ハイテンなどのパイプ内接ビードを切削します。
- 内接ビードの切削に適応したバイトを設計・製作します。
-
- 上下ロールを使用してビードの切削を安定させています。
- 上下ロールを張るために油圧方式/ボルト方式を採用しています。
切削の安定を図るために、さらに水やエアーを使用しています。
なお、上下のロールは材質によって、最適なものを選定しています。
IDビード切断機能
- ライン速度・ビードのスピードに応じてギロチン式のチョッパースピードを変化させてビード詰まりを無くしています。
- ビードの大きさに応じて切断力を変えるため油圧の元圧を変化させて対応させています。
インピーダー機能
- 入熱を安定させるために、インピーダーコアの断面積は最大に確保しています。
その他
- ステンレスパイプの製造に必要となるシールドタイプも製作します。
- マンドレルへ供給する油圧・水・エアーの配管を多量に使用するのでブロック方式のブラケットを採用しています。マンドレルにむき出しの配管はありません。
仕様
| パイプサイズ | 厚さ | ビード切削 | ビード切断 | 構造 |
|---|---|---|---|---|
| φ12~φ27.2 | t0.8~t2.2 | 〇 | 無 | ロール交換 |
| φ31.8~φ50.8 | t0.8~t4.1 | 〇 | 無 | ボルト張り |
| φ60.5~φ114.3 | t1.2~t14.1 | 〇 | 有 | ボルト張り/ 油圧張り |
| φ139.8~φ190.7 | t3.5~t14.1 | 〇 | 有 | 油圧張り |
| φ216.3専用 | t4.5~t19 | 〇 | 有 | 油圧張り |
| φ267.4~φ318.5 | t5.8~t21 | 〇 | 有 | 油圧張り |
| φ406.4~φ457.2 | t6.4~t22 | 〇 | 有 | 油圧張り |
| φ508~φ609.6 | t6.4~t22 | 〇 | 有 | 油圧張り |
PICK UP
【エイテクトの製品導入のメリット1.「従業員の安全確保」】

除去した溶接ビードは非常に鋭利で、手作業で処理すると大きなケガや事故につながる恐れがあります。しかし、一般的に使用されている「ワインダー」という溶接ビードの除去装置を使用すると、どうしても手作業での処理が必要になってしまいます。
業務中の事故は従業員を危険にさらすだけではなく、企業の信用問題にもかかわってくる問題です。作業のスピードや安定性はもちろんですが、安全面にも最大限に配慮して作業を行う必要があります。
エイテクトでは、手作業での溶接ビード除去によるリスクを最小限に抑えるために、全自動による溶接ビードの切除装置をご提案しています。鋭利な溶接ビードに手で触れることがなくなるため、従業員の安全確保につながるのです。
